 Inglês
Inglês 中文简体
中文简体Máquinas de impressão de rotogravura de papel decorativo: um guia completo para compradores e operadores
O papel decorativo — o material de superfície impresso usado em móveis, pisos, armários, painéis de parede e produtos laminados — exige um nível de consistência de padrão, precisão de cores e rendimento de produção que apenas uma tecnologia de impressão oferece de forma confiável em escala industrial: a rotogravura. Uma máquina de impressão de rotogravura de papel decorativo é um equipamento de capital altamente especializado que está no centro da indústria de superfícies decorativas, produzindo grãos de madeira, pedra, têxteis e padrões abstratos que aparecem em bilhões de metros quadrados de produtos laminados todos os anos. Este guia cobre tudo o que um comprador, gerente de fábrica ou engenheiro de produção precisa entender sobre essas máquinas – como elas funcionam, o que significam as principais especificações, como avaliar fornecedores e o que separa equipamentos de alto desempenho de máquinas que lutam para atender às exigentes demandas de qualidade do papel decorativo.
Por que a impressão de rotogravura domina a produção de papel decorativo
O papel decorativo tem requisitos de impressão específicos que eliminam a maioria das tecnologias de impressão concorrentes da consideração prática. Os padrões devem ser reproduzidos com consistência microscópica rolo após rolo – uma repetição de grão de madeira que se desloca 0,1 mm entre dois rolos usados em painéis adjacentes de um armário de cozinha torna-se imediatamente visível como um defeito de incompatibilidade. As cores devem permanecer idênticas em séries de produção separadas por semanas ou meses, porque o papel decorativo é um componente de um sistema de produto maior, onde painéis, bordas e elementos correspondentes são produzidos a partir de diferentes lotes de produção. E o rendimento deve ser alto o suficiente para justificar o custo do substrato de papel especializado, da gravação em cilindro e dos sistemas de tinta envolvidos.
Impressão em rotogravura — a tecnologia usada em máquinas de impressão de rotogravura de papel decorativo — atende a todos esses requisitos por meio de seu processo fundamental: a tinta é mantida em células microscópicas gravadas diretamente em um cilindro de cobre cromado, o excesso de tinta é removido da superfície do cilindro por uma lâmina raspadora e a tinta restante nas células é transferida para o substrato de papel sob pressão de um rolo de impressão. As células gravadas são permanentes – elas não mudam entre as impressões – então a geometria do padrão é fixada mecanicamente no cilindro. Isso produz registro padrão a padrão e precisão de repetição que nenhum outro processo de impressão pode igualar em velocidades de produção equivalentes.
Em comparação, a impressão flexográfica utiliza placas de borracha ou fotopolímero que apresentam alterações dimensionais com a variação de temperatura e pressão, produzindo menor precisão geométrica. As tecnologias de jato de tinta e impressão digital oferecem flexibilidade, mas atualmente não conseguem igualar a combinação da gravura em termos de densidade de cobertura de superfície, aplicação de tinta resistente à abrasão e velocidades de produção superiores a 200 metros por minuto. Para a produção de papel decorativo em grande volume, a rotogravura não é simplesmente a tecnologia preferida – é a única tecnologia que atende às demandas combinadas da aplicação em escala comercial.
Como funciona uma máquina de impressão de rotogravura de papel decorativo
Compreender o princípio de funcionamento de uma máquina de impressão em rotogravura para papel decorativo requer acompanhar o papel e a tinta em cada estágio da máquina, do desenrolamento ao rebobinamento. O processo é contínuo – o substrato de papel viaja como uma folha ininterrupta do rolo de alimentação através de cada estação de impressão e todos os sistemas de tratamento pós-impressão antes de ser enrolado no rolo de saída final.
Sistema de feed da web e controle de tensão
O substrato de papel – normalmente papel base decorativo de alfa-celulose com gramaturas que variam de 50 a 130 g/m² dependendo da aplicação – é carregado como um rolo de grande diâmetro no suporte de desenrolamento na entrada da máquina. As impressoras profissionais de rotogravura de papel decorativo usam sistemas de emenda voadora ou emenda de topo que permitem que rolos esgotados sejam substituídos por novos rolos sem parar a máquina, mantendo a produção contínua em tiragens prolongadas. O controle de tensão em toda a máquina é gerenciado por rolos dançarinos e sistemas de feedback de células de carga que mantêm a tensão constante da folha em todas as estações de impressão, independentemente de mudanças de velocidade, redução do diâmetro do rolo ou variação das propriedades do substrato. A tensão consistente da teia é crítica para a precisão do registro — variações fazem com que a teia se estique de maneira desigual, mudando a posição de impressão em relação à repetição do cilindro.
A estação de impressão: cilindro, lâmina doutora e rolo de impressão
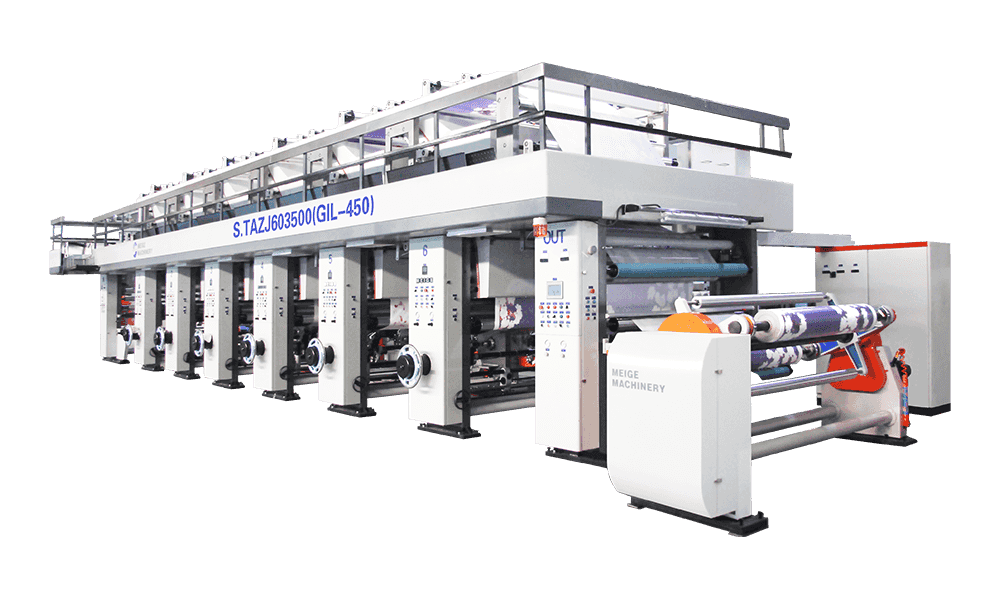
Cada cor do padrão decorativo requer uma estação de impressão dedicada. Uma máquina de impressão de rotogravura de papel decorativo padrão tem entre 4 e 12 estações de impressão dispostas em linha, com a folha de papel passando por cada estação sequencialmente. Cada estação contém três componentes principais: o cilindro de rotogravura, o conjunto da lâmina raspadora e o rolo de impressão.
O cilindro de gravura é o coração do processo. É um tubo de base de aço banhado a cobre com uma espessura de aproximadamente 100–150 mícrons, no qual o padrão da célula é gravado por uma cabeça de gravação eletromecânica ou processo de gravação química. Após a gravação, a superfície de cobre é cromada até uma dureza de aproximadamente 900–1000 Vickers para resistir ao desgaste da lâmina raspadora e ao contato com a tinta. As células contêm volumes específicos de tinta – a profundidade da célula e o diâmetro da abertura controlam a densidade e a cobertura da tinta. Para aplicações de papel decorativo, as circunferências dos cilindros normalmente variam de 600 mm a 1200 mm, correspondendo ao comprimento de repetição do padrão.
A lâmina raspadora é uma lâmina fina de aço ou polímero que se apoia na superfície rotativa do cilindro sob pressão controlada, limpando a tinta das áreas de contato entre as células e deixando tinta nas próprias células. O ângulo da lâmina raspadora, a pressão de contato, o material e a velocidade de oscilação afetam a qualidade de impressão e a vida útil do cilindro. O rolo de impressão – um rolo de aço coberto de borracha posicionado em frente ao cilindro – pressiona a folha de papel contra a superfície tintada do cilindro com força controlada, transferindo a tinta das células para o papel. A pressão de impressão determina a eficiência da transferência de tinta e é ajustada para diferentes absorções de papel e viscosidades de tinta.
Entrega de tinta e controle de viscosidade
A tinta é entregue à estação de impressão por um sistema de circulação em circuito fechado que bombeia tinta de um reservatório através de uma bandeja de tinta abaixo do cilindro de gravura. O cilindro gira através da bandeja de tinta, enchendo as células gravadas com tinta antes do ciclo de limpeza da lâmina doseadora. A tinta removida da superfície do cilindro retorna ao reservatório através de um canal de retorno, mantendo uma circulação contínua que evita que a tinta seque na bandeja e mantém as propriedades da tinta consistentes. Os sistemas automáticos de controle de viscosidade — normalmente baseados na medição do copo de efluxo com dosagem automatizada de solvente — mantêm a viscosidade da tinta dentro de ±0,5 segundos do valor alvo durante toda a produção. O desvio de viscosidade é uma das principais causas da mudança de cor na impressão de rotogravura, e o controle automático elimina a carga manual de medição e ajuste do operador.
Sistema de secagem entre estações de impressão
Entre cada estação de impressão, a teia impressa passa por um túnel de secagem onde o solvente ou a água da tinta é evaporada antes da aplicação da próxima cor. A secagem completa entre as estações é essencial para a precisão do registro de cor sobre cor – a tinta úmida da primeira estação sendo transferida de volta para o segundo cilindro (chamado back-trapping) causa contaminação da cor e do cilindro, o que degrada rapidamente a qualidade de impressão. As prensas de rotogravura para papel decorativo utilizam sistemas de secagem por impacto de ar quente com jatos de ar com temperatura controlada direcionados a ambas as superfícies da folha. As temperaturas do secador para tintas à base de solvente normalmente variam de 60°C a 120°C; os sistemas de tinta à base de água requerem temperaturas mais altas ou suplementação infravermelha para atingir taxas de evaporação equivalentes. Os vapores de solventes extraídos dos túneis de secagem são coletados por sistemas de recuperação de solventes ou de oxidação térmica exigidos para conformidade ambiental na maioria das jurisdições.
Principais especificações a serem avaliadas ao comprar uma máquina de rotogravura para papel decorativo
As impressoras de rotogravura de papel decorativo são especificadas em uma variedade de parâmetros que, juntos, definem a capacidade, a capacidade e a adequação da máquina para requisitos de produção específicos. As especificações a seguir são as mais significativas comercial e tecnicamente ao avaliar opções de equipamentos.
| Especificação | Faixa Típica | O que isso significa para a produção |
| Largura de impressão | 1.000–2.200 mm | Determina a largura máxima do rolo de papel e o rendimento de produção por passagem |
| Velocidade máxima de produção | 80–300m/min | Define teto de capacidade de produção; a velocidade prática depende da tinta e do substrato |
| Número de estações de impressão | 4–12 cores | Limita a complexidade do padrão; mais estações permitem designs mais ricos |
| Comprimento de repetição do cilindro | 400–1500 mm | Determina o comprimento máximo do padrão não repetitivo para designs de madeira/pedra |
| Precisão de registro | ±0,1–0,3 mm | Precisão de alinhamento cor a cor; crítico para padrões de detalhes finos |
| Compatibilidade do sistema de tinta | Solvente / à base de água / UV | Determina as opções de tinta, conformidade com VOC e tipo de sistema de secagem |
| Faixa de gramatura do substrato | 40–180g/m² | Gama de gramaturas de papel que a máquina pode suportar sem problemas de manuseio da banda |
| Diâmetro do rolo de desenrolar/rebobinar | 800–1500 mm | Rolos maiores reduzem a frequência de emenda e melhoram a eficiência da produção |
Largura de impressão: Adaptando a capacidade da máquina às exigências do mercado
A largura de impressão é a especificação mais impactante para a produção, pois determina a quantidade de papel acabado produzido por metro de folha passada pela máquina. Uma impressora de 1.600 mm de largura operando a 150 m/min produz 1.440 m² de papel impresso por hora antes do corte. A mesma tiragem com largura de 1.000 mm produz apenas 900 m² por hora — uma redução de 37% na produção com a mesma velocidade da máquina. A maioria das máquinas de impressão de rotogravura de papel decorativo destinadas à produção de móveis e painéis de piso operam em larguras de impressão entre 1.250 mm e 1.800 mm, correspondendo às larguras padrão dos rolos de substrato fornecidos pelos fabricantes de papel decorativo. Máquinas mais largas produzem mais produção, mas exigem cilindros, lâminas raspadoras e rolos de impressão proporcionalmente mais pesados e mais caros, e impõem maiores requisitos de infraestrutura nas instalações de produção.
Sistema de registro e precisão de alinhamento de cores
A precisão do registro – a precisão com que cada cor é colocada em relação às outras – é sem dúvida a especificação mais crítica em termos de qualidade em uma impressora de rotogravura de papel decorativo. Máquinas profissionais modernas obtêm controle de registro em circuito fechado usando sistemas de detecção de marcas de registro baseados em câmeras que monitoram a posição de impressão de cada estação de cores em tempo real e fazem microajustes na posição da fase do cilindro por meio de atuadores de correção servo-acionados. Esses sistemas podem detectar e corrigir erros de registro de 0,05 mm ou menos, mantendo o alinhamento em mudanças de velocidade, variações de temperatura e mudanças de rolo. Máquinas básicas ou mais antigas que usam sistemas de registro de circuito aberto dependem do ajuste manual do operador e não conseguem manter a mesma precisão de alinhamento, especialmente durante os períodos de rodagem após mudanças de velocidade ou em altas velocidades de produção, onde a dinâmica da banda se torna mais complexa.
Cilindros de Rotogravura para Papel Decorativo: Gravura, Especificações e Gerenciamento
Na impressão de rotogravura em papel decorativo, o cilindro é a variável recorrente de custo e qualidade mais significativa fora da própria máquina. Compreender as especificações dos cilindros, os métodos de gravação e o gerenciamento do ciclo de vida é essencial para controlar a economia da produção e manter a qualidade de impressão.
Métodos de gravação e seus efeitos nos caracteres impressos
Dois métodos principais de gravação são usados para cilindros de gravura de papel decorativo. A gravação eletromecânica (EME) usa uma caneta com ponta de diamante acionada por um atuador eletromagnético para cortar células individuais na superfície do cobre a velocidades de até 8.000 células por segundo. A profundidade e a largura da caneta variam para produzir células de diferentes volumes, permitindo a gradação tonal em todo o padrão. A gravação EME produz uma geometria celular muito precisa com formato consistente, tornando-a o padrão para padrões decorativos de alta definição que exigem detalhes de textura fina - estruturas realistas de poros de madeira, granulação de superfície de pedra e tramas têxteis finas.
A gravação a laser – especificamente a ablação a laser da superfície do cobre – é uma alternativa que está ganhando espaço na produção de cilindros de papel decorativo. A gravação a laser permite geometrias de células mais complexas, incluindo células recortadas e formatos variados de células dentro de um único cilindro, o que permite características de liberação de tinta que a EME não consegue replicar. Os cilindros gravados a laser podem obter efeitos de impressão que imitam mais de perto a microtextura natural das superfícies de madeira e pedra, o que é comercialmente significativo para aplicações de papel decorativo de alta qualidade. O custo de capital do equipamento de gravação a laser é maior do que o EME, mas o custo operacional por cilindro é menor e a maior flexibilidade geométrica oferece vantagens de diferenciação de design.
Volume celular e controle de tela
O volume da célula — medido em bilhões de mícrons cúbicos (BCM) por polegada quadrada ou em centímetro cúbico por metro quadrado (cm³/m²) — determina a quantidade de tinta depositada por unidade de área de superfície impressa. Para impressão de rotogravura em papel decorativo, os volumes de células são normalmente maiores do que para impressão de publicação ou embalagem porque os papéis decorativos exigem uma película de tinta densa e opaca que cubra totalmente o papel base branco e resista a processos subsequentes de tratamento de superfície, incluindo impregnação e prensagem em laminados. As áreas de tons completos de padrões de papel decorativo normalmente usam células com volumes de 25 a 45 BCM, enquanto as áreas de realce e textura usam células mais rasas de 8 a 18 BCM. A régua de tela – o número de células por polegada ou centímetro linear – afeta a precisão dos detalhes que podem ser reproduzidos. Os cilindros de papel decorativo normalmente usam réguas de tela de 70 a 120 linhas por centímetro, com réguas mais finas usadas para reprodução de grãos de madeira e padrões de pedra em alta definição.
Ciclo de vida e recondicionamento do cilindro
Um cilindro de gravura para produção de papel decorativo representa um investimento significativo — normalmente entre 3.000 e 15.000 euros por cilindro, dependendo do tamanho, da complexidade da gravação e se o cilindro é próprio ou alugado através de um serviço de fornecedor de cilindros. A superfície cromada que protege o cobre gravado desgasta-se gradualmente através do contato da lâmina raspadora, com taxa de desgaste dependendo do material da lâmina raspadora, da pressão de contato, da abrasividade da tinta e da velocidade de produção. Um cilindro bem gerenciado em uma moderna impressora de rotogravura de papel decorativo normalmente atinge de 50.000 a 150.000 metros lineares de impressão antes que o desgaste do cromo reduza a qualidade de impressão a um nível inaceitável. Nesse ponto, o cilindro é despojado de suas camadas de cromo e cobre, recoberto de cobre, gravado novamente e cromado novamente – um ciclo de recondicionamento que pode ser repetido diversas vezes no mesmo tubo base de aço, reduzindo significativamente o custo efetivo da vida útil dos ativos do cilindro.
Sistemas de tinta para impressão de rotogravura em papel decorativo
O sistema de tinta usado em uma máquina de rotogravura de papel decorativo é uma variável crítica do processo que afeta a qualidade de impressão, a gama de cores, o desempenho de secagem, a conformidade ambiental e a adequação do papel impresso acabado para etapas de processamento subsequentes. Três tipos principais de sistemas de tinta são usados na produção de gravuras de papel decorativo.
Tintas de rotogravura à base de solvente
As tintas à base de solvente têm historicamente dominado a impressão de rotogravura em papel decorativo devido à sua rápida velocidade de secagem em altas velocidades da máquina, excelente adesão às superfícies de papel tratadas, alta densidade de cor e forte resistência aos subsequentes processos de laminação de alta temperatura e alta pressão que o papel decorativo sofre. O transportador de solvente — normalmente tolueno, acetato de etila, metiletilcetona ou misturas destes — evapora rapidamente no túnel de secagem, permitindo velocidades de impressão de 200 m/min, mesmo com múltiplas estações de cores. As principais desvantagens são o impacto ambiental e na saúde ocupacional das emissões de compostos orgânicos voláteis (COV), que exigem sistemas de recuperação de solventes (adsorção à base de condensação ou carvão ativado) e conformidade com regulamentações de qualidade do ar cada vez mais rigorosas. A maioria dos produtores de papel decorativo estabelecidos que operam impressoras de gravura com solvente investiram em sistemas integrados de recuperação de solventes que recuperam 90-95% dos solventes emitidos para reutilização, reduzindo significativamente o impacto ambiental e o custo do solvente.
Tintas de rotogravura à base de água
As tintas de gravura à base de água eliminam os problemas de emissão de COV dos sistemas solventes e são cada vez mais especificadas por produtores de papel decorativo que enfrentam regulamentações ambientais mais rigorosas ou que visam mercados com requisitos rígidos de qualidade do ar interno para produtos acabados. As tintas à base de água para gravura em papel decorativo melhoraram substancialmente em densidade de cor, adesão e velocidade de secagem na última década, mas ainda apresentam desafios técnicos em comparação com sistemas solventes. A entalpia de evaporação da água é significativamente maior que a dos solventes orgânicos, exigindo velocidades de produção mais baixas, túneis de secagem mais longos, temperaturas mais altas do secador ou suplementação infravermelha para atingir um desempenho de secagem equivalente. As tintas à base de água também têm maior tensão superficial, o que afeta a liberação de tinta das células de gravura e pode exigir ajuste da geometria da célula e das configurações de pressão de impressão. As máquinas de rotogravura especificadas para operação com tinta à base de água possuem sistemas de secagem aprimorados e componentes modificados de circulação de tinta apropriados para meios aquosos.
Tintas de rotogravura curáveis por UV
As tintas curáveis por UV são curadas por reticulação fotoquímica sob lâmpadas ultravioleta, em vez de por evaporação de solvente, produzindo essencialmente zero emissões de COV e cura quase instantânea. Eles oferecem excelente resistência química e à fricção no filme curado, o que é vantajoso para papéis decorativos que enfrentarão contato mecânico direto no processamento de laminação ou no uso final. No entanto, as tintas UV para gravura são significativamente mais caras do que os sistemas à base de solvente ou água, e os filmes de tinta curados por UV têm diferentes características de flexibilidade que devem ser avaliadas em relação à deformação que o papel impresso sofrerá durante a impregnação e a prensagem. Os sistemas de gravura UV para papéis decorativos são um segmento em crescimento, especialmente para aplicações premium e especiais, mas ainda não substituíram os sistemas solventes como tecnologia dominante para a produção convencional de grandes volumes.
Sistemas de pós-impressão em uma impressora de rotogravura de papel decorativo
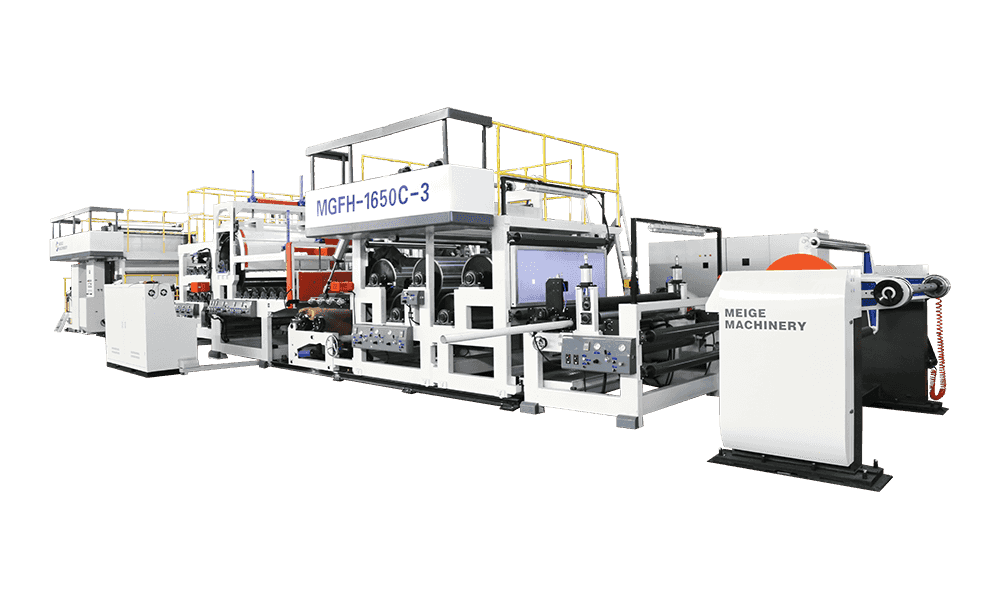
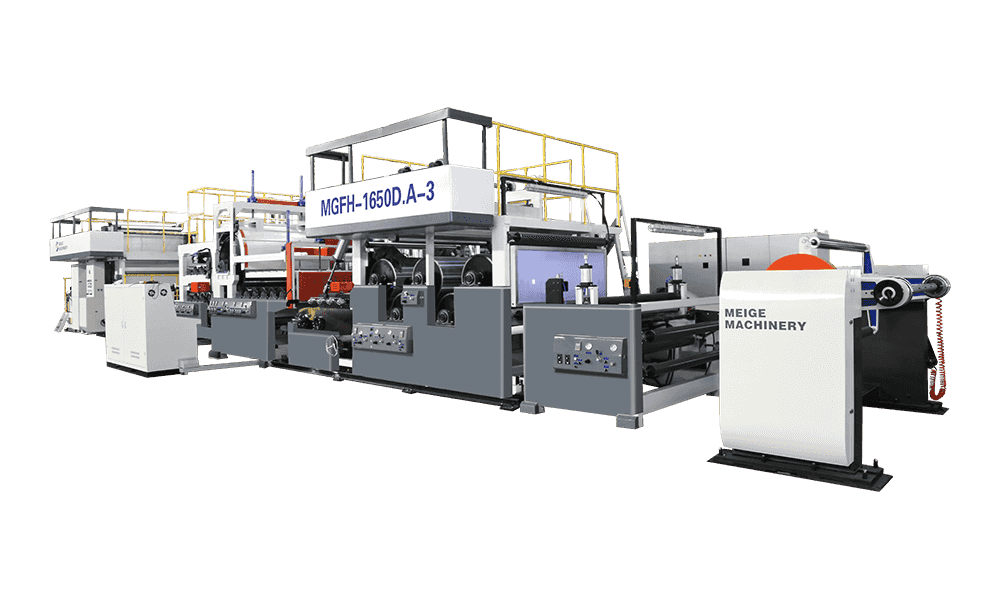
O processo de impressão em si é apenas parte do que uma moderna máquina de impressão de rotogravura em papel decorativo faz. Para a maioria dos produtos de papel decorativo, sistemas de tratamento pós-impressão em linha são integrados à impressora para aplicar revestimentos funcionais ou tratamentos de superfície imediatamente após a impressão e antes do acabamento final.
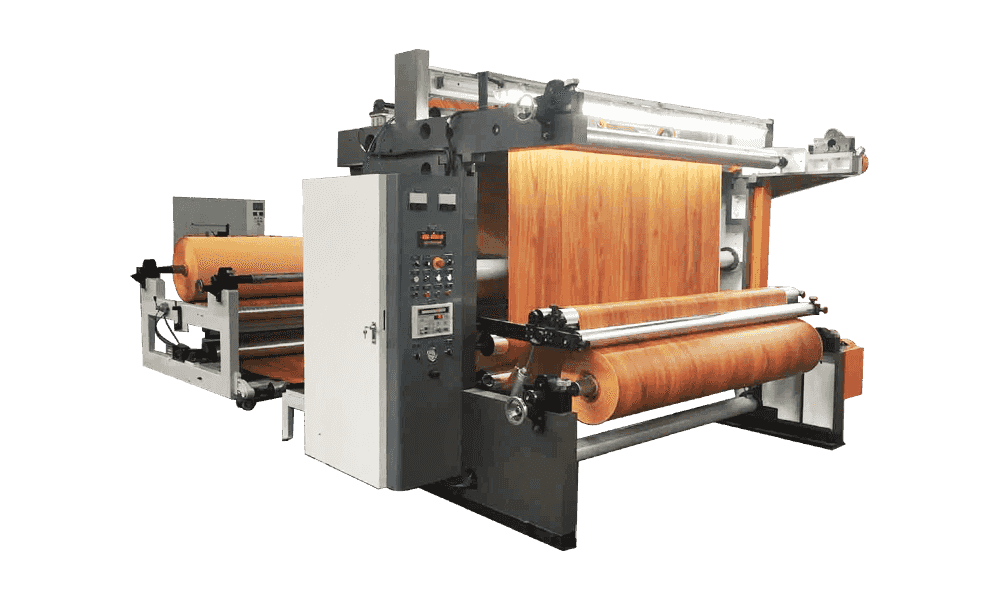
Unidades de revestimento em linha
Muitas impressoras de rotogravura de papel decorativo para aplicações em móveis e pisos incluem uma ou mais estações de revestimento em linha posicionadas após a estação de impressão final. Eles aplicam um primer, uma camada de base ou uma camada de tratamento de superfície ao papel impresso enquanto ainda está na teia, eliminando uma operação de revestimento off-line separada. Os revestimentos em linha comuns para papéis decorativos incluem revestimentos protetores antimanchas que protegem o filme de tinta impressa durante o manuseio e transporte do rolo, primers de impregnação que pré-tratam a superfície do papel para uma absorção de resina mais consistente em processos de impregnação subsequentes e revestimentos de barreira funcionais aplicados para requisitos específicos de uso final. A unidade de revestimento em linha é normalmente uma estação de revestimento de gravura que utiliza um cilindro liso ou anilox em vez de um cilindro gravado, aplicando o revestimento com um peso de revestimento controlado em toda a largura do papel.
Sistemas de Inspeção Web
Sistemas de inspeção de banda em linha usando câmeras de varredura de linha de alta resolução e software de processamento de imagem são padrão nas modernas impressoras de rotogravura de papel decorativo. Esses sistemas digitalizam 100% da superfície impressa da web em velocidade total de produção, comparando a imagem impressa ao vivo com uma referência armazenada e sinalizando defeitos – erros de registro, listras coloridas, linhas de lâmina raspadora, marcas de danos no cilindro e defeitos de substrato – em tempo real. As posições dos defeitos são registradas com coordenadas da web para que os operadores possam localizar e avaliar as áreas sinalizadas durante a inspeção de rebobinamento ou processamento posterior. A sensibilidade do sistema de inspeção é ajustável para corresponder ao padrão de tolerância a defeitos do produto que está sendo produzido – aplicações de papel para pisos de alto valor normalmente exigem critérios de defeitos mais rígidos do que papéis para móveis de qualidade inferior.
Problemas comuns de produção em impressoras de rotogravura de papel decorativo e como resolvê-los
Compreender os defeitos que mais comumente afetam a impressão de rotogravuras em papel decorativo ajuda os operadores a diagnosticar problemas rapidamente e implementar as ações corretivas corretas, minimizando o desperdício e o tempo de inatividade.
- Listras da lâmina doutora (linhas da lâmina): Listras longitudinais finas correndo na direção da máquina, causadas por partículas presas entre a lâmina raspadora e a superfície do cilindro, danos na lâmina ou ângulo de contato incorreto da lâmina. As ações corretivas incluem aumentar a amplitude de oscilação da lâmina, verificar a pressão e o ângulo de contato da lâmina, inspecionar a filtragem da tinta quanto a contaminação e verificar a superfície cromada do cilindro quanto a corrosão ou rugosidade que retém partículas.
- Registro incorreto entre cores: Erros de alinhamento entre cores visíveis como halos, faixas de cores ou bordas de padrões desfocadas. Causado por erros no sistema de controle de registro, instabilidade de tensão da alma, expansão térmica de cilindros ou variação de estiramento do substrato. Aborde verificando se os alvos das câmeras de registro estão limpos e bem iluminados, verificando a consistência da tensão da banda em toda a máquina, permitindo tempo de aquecimento adequado para estabilização térmica e verificando se o conteúdo de umidade do substrato é consistente de rolo para rolo.
- Neblina e spray de tinta: Gotículas finas de tinta depositadas fora da área de impressão pretendida, mais evidentes em altas velocidades de produção. Causada por viscosidade da tinta muito baixa, pressão de impressão muito alta ou tensão superficial da tinta muito baixa. As ações corretivas incluem verificar e ajustar a viscosidade da tinta de acordo com a especificação, reduzir a pressão de impressão ao mínimo necessário para uma transferência adequada e revisar a formulação da tinta com o fornecedor da tinta se o problema persistir após múltiplas trocas de cilindro.
- Células ignoradas (flocos de neve): Pontos de luz aleatórios em áreas de impressão sólidas causados pela falha na transferência da tinta das células individuais para o substrato. Normalmente causado pela rugosidade da superfície do papel ou baixa porosidade que impede o contato da tinta com as células, viscosidade da tinta muito alta, pressão de impressão muito baixa ou contaminação das células por tinta seca. Resolva verificando as configurações de pressão de impressão, verificando se a viscosidade da tinta está dentro das especificações, revisando os valores de energia superficial do substrato e programando a limpeza do cilindro se houver suspeita de acúmulo de resíduos de tinta.
- Variação de cores dentro de um rolo (desvio de cor): Mudança gradual na densidade ou matiz da cor ao longo de uma tiragem de produção, mais comumente causada pelo desvio de viscosidade da tinta à medida que o solvente evapora da bandeja de tinta ou por mudanças de temperatura que afetam a reologia da tinta. Verifique se o sistema automático de controle de viscosidade está funcionando corretamente, verifique se a temperatura da bandeja de tinta está estável e revise a taxa de circulação da tinta para garantir que a tinta nova esteja chegando à bandeja em uma taxa adequada em relação ao consumo.
- Intervalos na web: Rasgo do substrato de papel durante a impressão, causando paradas de produção e desperdício de material. Causada por picos de tensão causados por falhas de emenda, pressão excessiva de impressão em tipos de papel frágeis, defeitos de papel no rolo de substrato ou acúmulo de carga estática causando desvio e dobramento da folha. Certifique-se de que a qualidade da emenda seja verificada antes de cada junção de rolo entrar na impressora, verifique as configurações de pressão de impressão para tipos de papel leves, implemente barras de eliminação estática em locais críticos do caminho da banda e revise a certificação de qualidade do substrato do fornecedor de papel.
Avaliando fornecedores de máquinas de impressão de rotogravura de papel decorativo
Uma máquina de impressão de rotogravura em papel decorativo é um investimento de capital multimilionário com uma vida útil medida em décadas. A avaliação do fornecedor merece diligência proporcional — a qualidade da máquina, os termos comerciais e a estrutura de suporte pós-venda afetam significativamente o custo total de propriedade e o sucesso operacional do investimento.
- Instalações de referência em papel decorativo especificamente: A tecnologia de rotogravura é compartilhada em aplicações de embalagem, publicação e papel decorativo, mas um fornecedor com experiência documentada em instalações de papel decorativo entende os requisitos específicos desta aplicação: amplas larguras de impressão, sistemas de tinta de alto volume, integração de revestimento em linha e os padrões de qualidade da indústria de superfícies decorativas. Solicite referências para operar instalações de papel decorativo e organize visitas ao local antes de contratar um fornecedor.
- Protocolos de teste de aceitação e especificações de desempenho garantidas: Qualquer contrato de compra de uma máquina de impressão de rotogravura de papel decorativo deve especificar as condições do teste de aceitação – velocidade de produção, número de cores, qualidade do papel, sistema de tinta – e garantias quantitativas de desempenho para precisão de registro, uniformidade de cor, eficiência do secador e taxas de defeito medidas durante a execução de aceitação. Descrições vagas de desempenho em um contrato não deixam nenhum recurso se a máquina apresentar desempenho inferior após a instalação.
- Disponibilidade de peças de reposição e cobertura de serviço local: Uma impressora de rotogravura que está fora de serviço aguardando a substituição de um rolamento de rolos de impressão ou de um componente da placa de controle custa muito mais por dia em perda de produção do que qualquer economia obtida pela seleção de uma máquina mais barata ou de um fornecedor com infraestrutura de peças de reposição deficiente. Confirme se as peças sobressalentes críticas estão armazenadas em sua região de fornecimento, se o fornecedor possui engenheiros de serviço treinados que podem chegar às suas instalações dentro de 24 a 48 horas para avarias críticas e se a estabilidade comercial do fornecedor suporta um relacionamento de serviço de mais de uma década.
- Integração digital e prontidão para a Indústria 4.0: As modernas instalações de impressão de rotogravura em papel decorativo interagem cada vez mais com MES (sistemas de execução de fabricação) em nível de fábrica para programação de produção, coleta de dados de qualidade e manutenção preditiva. Confirme se a arquitetura de controle da máquina suporta OPC-UA ou protocolos de comunicação abertos equivalentes, se os dados de produção estão acessíveis em formatos padrão e se o fornecedor tem um roteiro para atualizações de software e expansão da capacidade digital ao longo da vida útil da máquina.
- Conformidade e certificação do sistema ambiental: As instalações de gravura à base de solvente requerem sistemas integrados de recuperação de solvente ou de oxidação térmica que devem cumprir as licenças ambientais locais. Confirme se o fornecedor pode fornecer o sistema ambiental completo como parte do pacote da máquina ou se estabeleceu parceiros de integração, se o sistema está dimensionado corretamente para a taxa de emissão de solvente da impressora na velocidade máxima de produção e se o fornecedor tem experiência com os requisitos do processo de licenciamento em sua jurisdição operacional.
Categorias de Produtos
Notícias recomendadas

2026-06-09What You Need to Know Before Buying a Large-Scale Gravure Printing Machine
2026-06-03Máquina de rebobinamento de inspeção explicada: como funciona e o que procurar ao comprar

2026-05-26Como realmente funciona uma máquina de impressão de rotogravura para materiais de acabamento de painéis à base de madeira (e por que é importante)
produtos recomendados
A variedade de modelos, para atender às necessidades de desenvolvimento de diversas regiões do mundo.

Envie-nos uma mensagem agora mesmo!
Links Rápidos
Produtos
- Impressora de gravura em papel decorativo série KL
- Impressora de gravura em papel decorativo série DL
- Impressora de gravura em papel decorativo série HL
- Impressora de gravura em papel decorativo série MG
- Máquina de revestimento de gravura de papel decorativo série LLW
- Impressora de rotogravura de papel decorativo série BL, CS, JS, CL, JL, EL
- ......
Contate-nos
- Phone: +86-13757197838 (Manager Chen)
- Tel: +86-0571-61071715
- Fax: +86-0571-61071706
- Mail: [email protected]
- Add: No.32 Wujiatou, vila de Qingke, rua Jincheng, distrito de Lin'an, cidade de Hangzhou, província de Zhejiang
Copyright © Maquinaria Co. de Zhejiang Meige, Ltd. All rights reserved.
 Privacidade
Privacidade