 Inglês
Inglês 中文简体
中文简体Máquina de impressão de rotogravura de papel decorativo: como funciona, componentes principais e guia de compra
O que é uma máquina de impressão de rotogravura de papel decorativo?
Uma máquina de impressão de rotogravura de papel decorativo - também conhecida como prensa de papel decorativo de rotogravura ou máquina de impressão de entalhe para papel decorativo - é um sistema de impressão alimentado por bobina de alta velocidade e precisão, desenvolvido especificamente para aplicar padrões de superfície, texturas de grãos de madeira, efeitos de pedra, desenhos de tecido e motivos decorativos abstratos em substratos de papel que serão usados como sobreposições de superfície em móveis, pisos, armários e fabricação de painéis internos. O papel impresso é normalmente impregnado com melamina ou outras resinas termofixas para produzir a superfície decorativa acabada vista em placas de piso laminado, móveis de fibra de média densidade (MDF), painéis modulares de cozinha e produtos similares.
O processo de rotogravura - derivado do italiano intaglio, que significa "gravado" - transfere tinta de células microscópicas gravadas na superfície de um cilindro giratório de cobre diretamente para a teia de papel em movimento. A profundidade, o diâmetro e a densidade dessas células determinam o volume de tinta depositado em cada local, permitindo gradações de tons extremamente finas, repetições nítidas de padrões e a reprodução de cores com qualidade fotográfica que distingue o papel decorativo impresso em rotogravura dos papéis produzidos por métodos de impressão flexográfica ou offset. Para uma indústria onde um grão de madeira ou textura de pedra convincente deve resistir a anos de exame minucioso do consumidor, este nível de fidelidade de impressão não é opcional – é o requisito comercial básico.
O processo de rotogravura: passo a passo para papel decorativo
Compreender a sequência de operações em um máquina de impressão de rotogravura de papel decorativo esclarece por que componentes específicos da máquina são projetados da maneira que são e quais parâmetros do processo influenciam mais diretamente a qualidade da impressão final.
Desenrolamento da Web e Controle de Tensão
O processo de impressão começa no suporte de desenrolamento, onde um rolo mestre de papel decorativo de base – normalmente um papel de base carregado com dióxido de titânio com gramatura de 60 a 150 g/m² – é montado e alimentado na prensa com tensão controlada. O controle da tensão da teia na estação de desenrolamento é fundamental porque os papéis de base decorativos são altamente sensíveis à variação de tensão: tensão insuficiente permite que a teia flutue e se desloque lateralmente, causando erros de registro entre as estações de cores; muita tensão estica o papel, distorcendo o padrão impresso e causando quebras da folha. As modernas impressoras de rotogravura de papel decorativo usam rolos dançarinos de circuito fechado ou sistemas de controle de tensão de células de carga que mantêm a tensão da folha entre ±2–5 N/m durante todo o ciclo de produção.
Aplicação de tinta em cada unidade de impressão
Cada cor do desenho decorativo é impressa em uma unidade de impressão dedicada que consiste em três componentes principais: o cilindro de gravura, o tinteiro e a lâmina raspadora. O cilindro de gravura gira parcialmente submerso no tinteiro, inundando sua estrutura celular gravada com tinta. À medida que o cilindro gira para fora do recipiente de tinta, uma lâmina raspadora retificada com precisão - normalmente de aço endurecido ou com ponta de cerâmica - varre a superfície do cilindro, removendo toda a tinta das áreas não gravadas e deixando a tinta apenas dentro das células rebaixadas. O cilindro então entra em contato com a folha de papel no ponto de impressão, onde um rolo de impressão coberto de borracha pressiona o papel contra a superfície do cilindro com força controlada, retirando a tinta das células por ação capilar e transferindo-a para o substrato de papel.
Secagem entre estações de cores
Entre cada unidade de impressão sucessiva, a folha de papel recém-pintada passa por um secador – mais comumente um túnel de ar quente ou secador infravermelho – para evaporar o solvente ou o transportador de água da tinta aplicada antes que a próxima cor seja aplicada. A secagem incompleta entre as estações causa a retirada da tinta (onde a tinta úmida da estação anterior é transferida para o cilindro seguinte em vez de permanecer no papel), contaminação da cor e bloqueio da folha contínua nos rolos de rebobinamento. A eficiência da secagem limita diretamente a velocidade de produção: a velocidade máxima da prensa é a velocidade na qual o secador pode curar completamente cada camada de tinta dentro do tempo de permanência disponível na seção do secador.
Registro multicolorido
Um grão de madeira realista ou padrão de mármore em papel decorativo normalmente requer de 4 a 8 separações de cores individuais, cada uma impressa em uma unidade separada em registro preciso com todas as outras cores. Erros de registro tão pequenos quanto 0,1–0,2 mm são visíveis a olho nu em padrões de veios de madeira, tornando o controle de registro um dos aspectos mais exigentes tecnicamente da impressão de rotogravuras em papel decorativo. As impressoras modernas usam sistemas de controle automático de registro (ARC) baseados em câmera CCD que leem continuamente as marcas de registro impressas na borda da banda e fazem microcorreções em tempo real na posição lateral e circunferencial de cada cilindro para manter o alinhamento exato de cor a cor durante toda a tiragem.
Rebobinamento e acabamento de rolo
Após a unidade de impressão final e o secador, a folha de papel decorada acabada é rebobinada em núcleos na estação de rebobinagem. O controle da tensão de rebobinamento deve ser tão preciso quanto a tensão de desenrolamento para evitar telescopagem, estrelamento ou enrugamento do rolo acabado. Muitas impressoras de rotogravura de papel decorativo incorporam sistemas de inspeção de qualidade em linha - câmeras estroboscópicas de inspeção de impressão ou cabeçotes espectrofotométricos de medição de cores - na estação de rebobinamento para sinalizar defeitos como listras de lâmina raspadora, entupimento de células de cilindro, desvio de densidade de cor ou mudanças de registro antes que o material defeituoso seja enrolado no rolo acabado.
Componentes principais de uma máquina de impressão de rotogravura de papel decorativo
A qualidade de engenharia dos componentes individuais da máquina determina diretamente a qualidade de impressão, o tempo de atividade da máquina e o custo total de propriedade durante a vida útil do equipamento. A seguir estão os componentes que diferenciam mais significativamente as impressoras de rotogravura de papel decorativo premium das alternativas de especificações mais baixas.
Cilindros de Rotogravura
O cilindro de gravura é o coração do processo de impressão e o componente que determina o teto da qualidade de impressão mais do que qualquer outro elemento. Na impressão de rotogravura de papel decorativo, os cilindros são normalmente construídos a partir de uma base de aço com uma camada de cobre eletrodepositada (80–200 mícrons de espessura) que é gravada com o padrão de célula usando gravação eletromecânica (à base de caneta, produzindo células em forma de diamante) ou gravação a laser (produzindo formas de células mais versáteis e resolução mais fina). Após a gravação, a superfície de cobre é cromada até uma dureza de 900–1000 HV para resistir ao desgaste da lâmina raspadora, com espessuras de camada de cromo de 6–8 mícrons sendo padrão para aplicações de papel decorativo.
As especificações de geometria celular para cilindros de papel decorativos normalmente variam de 150 a 200 linhas por centímetro de tela, com profundidades de célula de 20 a 55 mícrons, dependendo da cor e do valor tonal que está sendo reproduzido. A geometria precisa das células é fundamental: variações na profundidade das células de até 2–3 mícrons criam diferenças mensuráveis de densidade de cores que se manifestam como faixas visíveis ou irregularidades tonais em áreas de tonalidade plana do design impresso.
Sistema Doutor Lâmina
O conjunto da lâmina raspadora segura e posiciona a lâmina raspadora contra o cilindro giratório de gravura em um ângulo de contato controlado com precisão (normalmente 55°–65° para aplicações de papel decorativo) e pressão de contato. A lâmina deve manter contato uniforme em toda a largura de impressão — que pode atingir 2.200–2.800 mm em impressoras de papel decorativo de grande formato — sem permitir que a tinta vaze em qualquer ponto e também sem aplicar pressão excessiva que acelera o desgaste cromado do cilindro. Os porta-lâminas raspadoras modernos usam mecanismos de fixação de lâmina pneumáticos ou com mola, com ajuste fino para ângulo da lâmina e pressão de contato, e incorporam unidades de oscilação que movem o conjunto da lâmina lateralmente em 5–15 mm durante a impressão para evitar padrões localizados de desgaste da lâmina e do cilindro.
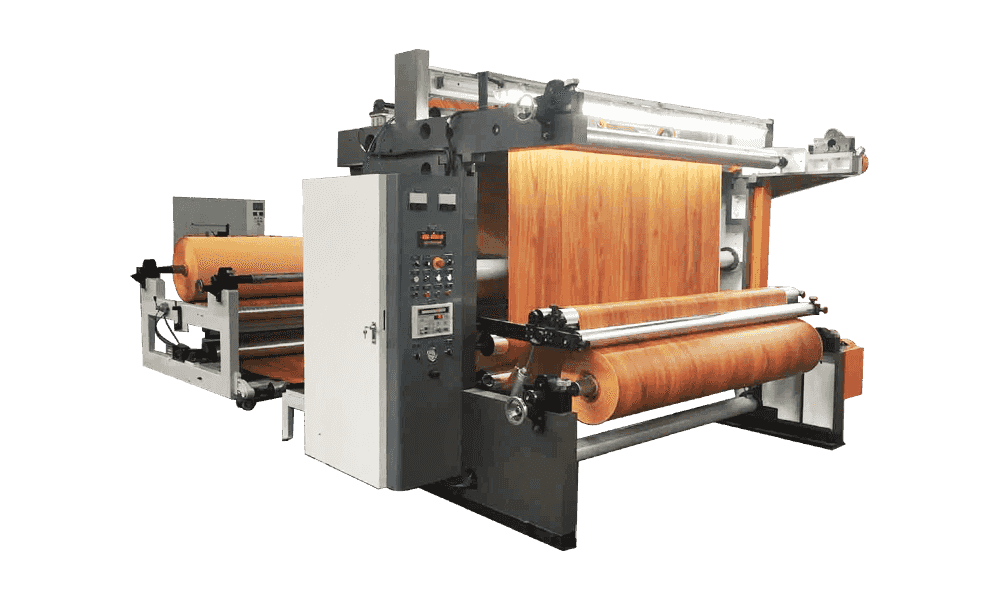
Rolo de impressão
O rolo de impressão pressiona a folha de papel contra o cilindro de gravura no ponto de impressão para facilitar a transferência da tinta. Para aplicações de papel decorativo, os rolos de impressão são normalmente cobertos com borracha de poliuretano com uma dureza de 60–80 Shore A, escolhida para fornecer conformidade suficiente para garantir uma pressão de nip uniforme em toda a largura da banda, ao mesmo tempo que é resistente aos solventes agressivos nas tintas de rotogravura. O perfil da coroa do rolo de impressão — um ligeiro aumento no diâmetro do rolo em direção ao centro para compensar a deflexão sob carga de nip — é essencial em impressoras de papel decorativo de banda larga para manter a pressão de impressão uniforme em toda a largura do substrato.
Sistema de circulação de tinta e controle de viscosidade
A viscosidade da tinta de rotogravura controla diretamente o peso do filme de tinta, a densidade da cor e o ganho de pontos na imagem impressa. À medida que o solvente evapora do cartucho de tinta durante a impressão, a viscosidade aumenta – aumentando a densidade da cor e podendo causar vibração da lâmina raspadora ou entupimento das células. Os sistemas automatizados de controle de viscosidade da tinta monitoram continuamente a viscosidade da tinta usando viscosímetros em linha (normalmente baseados em copo de efluxo ou viscosímetro rotacional) e dosam solvente fresco no recipiente de tinta por meio de bombas dosadoras para manter a viscosidade dentro de uma tolerância de ±1–2 segundos do valor alvo durante toda a execução da impressão. A temperatura da tinta também afeta significativamente a viscosidade, e algumas impressoras de alta especificação incorporam sistemas de condicionamento de temperatura da tinta para eliminar o desvio de viscosidade causado pela variação da temperatura ambiente durante longos ciclos de produção.

Configurações da máquina: designs de impressora monocromática versus multicolorida
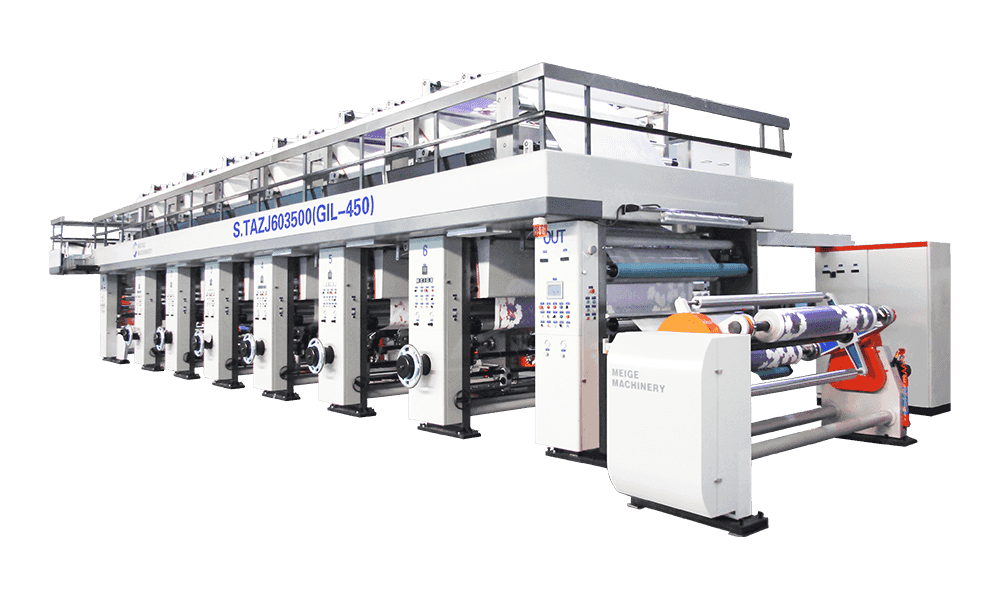
As máquinas de rotogravura de papel decorativo estão disponíveis em configurações que variam desde impressoras de prova de cor única até impressoras de produção completa com 10 ou mais unidades de impressão. A configuração apropriada depende da complexidade dos padrões decorativos produzidos e dos requisitos de volume de produção da instalação.
| Configuração | Número de unidades | Largura de impressão típica | Faixa de velocidade | Aplicação Primária |
| Provador de unidade única | 1 | 600–900 milímetros | 20–60m/min | Cylinder proofing, R&D |
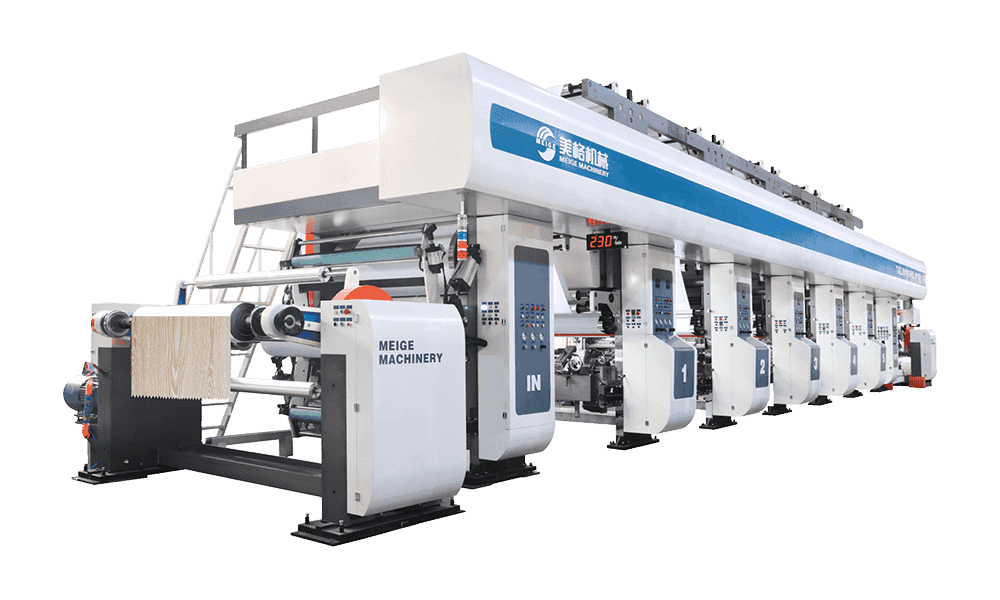
| Imprensa de produção de 4 cores | 4 | 1.300–1.800 mm | 80–150m/min | Grão de madeira simples, designs unicolores |
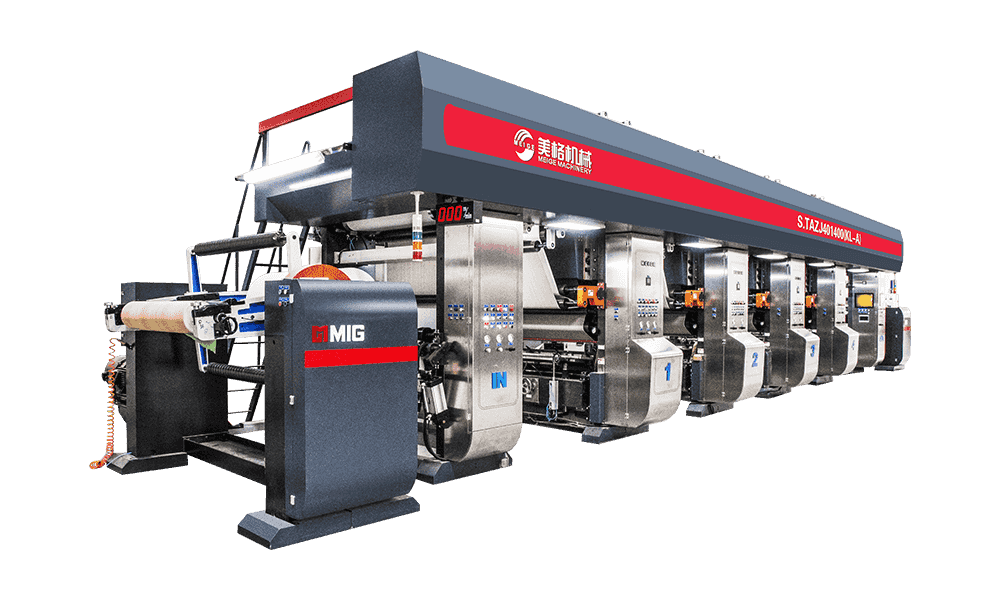
| Imprensa de produção de 6 cores | 6 | 1.600–2.200 mm | 100–200m/min | Grão de madeira complexo, pedra, efeitos têxteis |
| Impressora wide web de 8 a 10 cores | 8–10 | 2.200–2.800 mm | 150–300m/min | Texturas fotográficas de alta fidelidade, grandes padrões de repetição |
Para fabricantes que produzem um portfólio diversificado de padrões decorativos — incluindo grãos de madeira, efeitos de pedra, designs de fantasia e papéis de cores sólidas — uma impressora de 6 cores representa a configuração comercialmente mais versátil, capaz de reproduzir a grande maioria dos designs padrão de mercado sem o custo adicional de capital e operacional de máquinas de 8 ou 10 unidades. As configurações de banda larga acima de 2.000 mm de largura de impressão são justificadas principalmente para a produção de padrões de commodities de alto volume, onde as economias de escala em rolos grandes superam a complexidade adicional de gerenciar o manuseio de bandas mais largas.
Sistemas de tinta para impressão de rotogravura em papel decorativo
O sistema de tinta usado em uma impressora de rotogravura de papel decorativo deve atender a requisitos que vão muito além da simples fidelidade de cores. As tintas para papel decorativo devem sobreviver ao processo de impregnação subsequente – onde o papel impresso é saturado com resina líquida de melamina-formaldeído e depois curado a temperaturas de 160–200°C sob alta pressão em uma prensa de laminação de ciclo curto. As tintas que não são termicamente estáveis ou que são incompatíveis com a resina de impregnação irão sangrar, mudar de cor ou delaminar durante a prensagem, produzindo painéis acabados com qualidade de impressão inaceitável.
- Tintas de gravura à base de solvente: Historicamente o sistema dominante para impressão de rotogravura em papel decorativo, as tintas à base de solvente usam tolueno, acetato de etila ou sistemas de solventes mistos como transportadores. Oferecem secagem rápida, excelente resistência de cor e boa compatibilidade com impregnação melamínica. As regulamentações ambientais e de saúde sobre emissões de COV geraram investimentos significativos em sistemas de recuperação e redução de solventes em impressoras que utilizam essas tintas, aumentando o capital da instalação e os custos operacionais.
- Tintas de rotogravura à base de água: Cada vez mais adotados como uma alternativa com baixo teor de COV, os sistemas de tinta à base de água exigem designs de secadores mais sofisticados (normalmente, impacto de ar de maior volume combinado com aquecimento infravermelho) devido ao maior calor latente de evaporação da água em comparação com solventes orgânicos. Os avanços na formulação de tintas fecharam em grande parte a lacuna histórica de desempenho com tintas solventes em termos de brilho de cor, adesão e compatibilidade de impregnação para aplicações de papel decorativo.
- Pigmentos resistentes ao calor: Todas as tintas para rotogravura em papel decorativo devem incorporar pigmentos com estabilidade térmica comprovada nas temperaturas da prensa de laminação. Pigmentos orgânicos suscetíveis à degradação térmica – incluindo certos pigmentos amarelos e vermelhos – devem ser substituídos por alternativas de maior desempenho, como vermelhos perileno, violetas dioxazina ou amarelos azo de níquel, que retêm a precisão da cor durante todo o ciclo de laminação.
Principais especificações a serem avaliadas ao comprar uma impressora de rotogravura de papel decorativo
Selecionar a máquina de rotogravura certa para a produção de papel decorativo é uma decisão importante, com uma vida útil típica do equipamento de 15 a 25 anos. As seguintes especificações e critérios de avaliação devem ser avaliados sistematicamente durante o processo de aquisição:
- Largura máxima da web e largura de impressão: Especifique a largura máxima do substrato que a impressora deve acomodar com base no formato de rolo de papel decorativo mais largo e confirme a largura máxima de impressão — que normalmente é 20–40 mm menor que a largura da bobina para permitir áreas de corte de borda e marcas de registro.
- Velocidade máxima de produção: Avalie criticamente as velocidades máximas reivindicadas – a velocidade máxima só será comercialmente útil se o sistema de secagem puder atingir a cura total da tinta nessa velocidade com sua combinação específica de tinta e substrato. Solicite dados de desempenho de secagem em velocidade máxima ao fabricante da prensa.
- Especificação de precisão de registro: Para aplicações de papel decorativo, exija uma especificação de precisão de registro de ±0,1 mm ou melhor sob condições de funcionamento em estado estacionário. Verifique esta especificação com referência a dados de testes independentes ou referências de clientes, em vez de confiar apenas nas afirmações do fabricante.
- Tempo de troca do cilindro: Na produção de papéis decorativos, as trocas de padrões são frequentes. O tempo de troca do cilindro — o tempo necessário para remover e substituir todos os cilindros e configurar um novo padrão — impacta diretamente a eficiência da produção e a duração econômica mínima da operação. Os modernos sistemas de cilindros de troca rápida podem realizar trocas completas de cilindros de 6 cores em menos de 30 minutos.
- Sistema de recuperação ou redução de solventes: Se estiver operando com tintas à base de solvente, avalie se a impressora foi projetada para recuperação de solvente em linha (que reduz o consumo de solvente bruto e o custo operacional) ou redução do oxidante térmico (que destrói vapores de solvente, mas gera custo operacional no consumo de combustível). Confirme se a capacidade do sistema de redução corresponde à taxa máxima de evaporação de solvente da prensa em velocidade total de produção.
- Sistema de acionamento e arquitetura de controle de tensão: Confirme se cada unidade de impressão possui um servo acionamento digital independente com controle de tensão de circuito fechado entre unidades, em vez de arquiteturas de acionamento de eixo de linha mais antigas, que são menos flexíveis e mais difíceis de manter. As prensas servoacionadas oferecem um acerto mais rápido, melhor estabilidade de registro durante aceleração e desaceleração e manutenção mecânica mais simples.
- Capacidade de atendimento do fornecedor e disponibilidade de peças de reposição: Para uma máquina que representa vários milhões de dólares em investimento de capital, avalie a cobertura local do engenheiro de serviço do fabricante, os compromissos de tempo de resposta e os locais de armazenamento de peças de reposição. Para instalações em regiões remotas da sede do fabricante da máquina, confirme se as peças sobressalentes críticas — rolos de impressão, porta-lâminas raspadoras, servoacionamentos — são mantidas em centros de distribuição regionais ou devem ser enviadas do país de fabricação com atrasos alfandegários potencialmente longos.
Melhores práticas de manutenção para maximizar o desempenho e a longevidade da máquina
Uma máquina de impressão de rotogravura de papel decorativo operada sob um rigoroso programa de manutenção preventiva superará consistentemente o desempenho de uma máquina nominalmente superior que tenha manutenção deficiente. As seguintes disciplinas de manutenção são mais críticas para a qualidade de impressão sustentada e a disponibilidade da máquina:
- Cronograma de inspeção e substituição da lâmina raspadora: As lâminas raspadoras devem ser inspecionadas a cada mudança de trabalho e substituídas em um cronograma de intervalo fixo – normalmente a cada 4 a 8 horas de funcionamento, dependendo do material da lâmina e da dureza do cromo do cilindro. Uma lâmina raspadora desgastada ou lascada se manifesta imediatamente como listras, faixas tonais ou vazamento de tinta além da lâmina, e a substituição tardia acelera desproporcionalmente o desgaste do cromo do cilindro.
- Monitoramento da condição do rolo de impressão: As superfícies de borracha dos rolos de impressão devem ser inspecionadas semanalmente quanto a vitrificação, inchaço ou danos superficiais, e a dureza do rolo deve ser testada em relação às medições de linha de base trimestralmente. O desvio da dureza da borracha superior a ±5 Shore A em relação ao valor de especificação requer a recuperação do rolo antes que a qualidade de impressão seja afetada.
- Limpeza do reservatório de tinta e do sistema de circulação: A lavagem e limpeza completa do sistema de tinta entre as mudanças de padrão é essencial para evitar a contaminação da cor e a aglomeração de pigmentos nas linhas de fornecimento de tinta e nos recipientes de controle de viscosidade. Estabeleça um protocolo documentado de limpeza do sistema de tinta com volumes de lavagem de solvente definidos e critérios de aceitação de contaminação residual de tinta antes de aprovar a impressora para o próximo trabalho.
- Manutenção do secador: Os bicos do secador por impacto de ar quente e os defletores de distribuição de ar devem ser limpos trimestralmente para remover depósitos de névoa de tinta que reduzem a uniformidade do fluxo de ar e a eficiência da secagem. A saída do emissor infravermelho deve ser testada anualmente e os emissores degradados substituídos para manter uma densidade de energia de secagem consistente em toda a largura da folha.
- Guiamento da banda e calibração do sistema de tensão: As células de carga e os rolamentos de rolos dançarinos devem ser calibrados e reparados semestralmente para garantir a precisão da medição de tensão. O desvio de calibração em sistemas de controle de tensão é uma causa comum de instabilidade crônica de registro que é atribuída incorretamente a problemas de cilindro ou tinta durante a solução de problemas.
Categorias de Produtos
Notícias recomendadas

2026-06-09What You Need to Know Before Buying a Large-Scale Gravure Printing Machine
2026-06-03Máquina de rebobinamento de inspeção explicada: como funciona e o que procurar ao comprar

2026-05-26Como realmente funciona uma máquina de impressão de rotogravura para materiais de acabamento de painéis à base de madeira (e por que é importante)
produtos recomendados
A variedade de modelos, para atender às necessidades de desenvolvimento de diversas regiões do mundo.

Envie-nos uma mensagem agora mesmo!
Links Rápidos
Produtos
- Impressora de gravura em papel decorativo série KL
- Impressora de gravura em papel decorativo série DL
- Impressora de gravura em papel decorativo série HL
- Impressora de gravura em papel decorativo série MG
- Máquina de revestimento de gravura de papel decorativo série LLW
- Impressora de rotogravura de papel decorativo série BL, CS, JS, CL, JL, EL
- ......
Contate-nos
- Phone: +86-13757197838 (Manager Chen)
- Tel: +86-0571-61071715
- Fax: +86-0571-61071706
- Mail: [email protected]
- Add: No.32 Wujiatou, vila de Qingke, rua Jincheng, distrito de Lin'an, cidade de Hangzhou, província de Zhejiang
Copyright © Maquinaria Co. de Zhejiang Meige, Ltd. All rights reserved.
 Privacidade
Privacidade